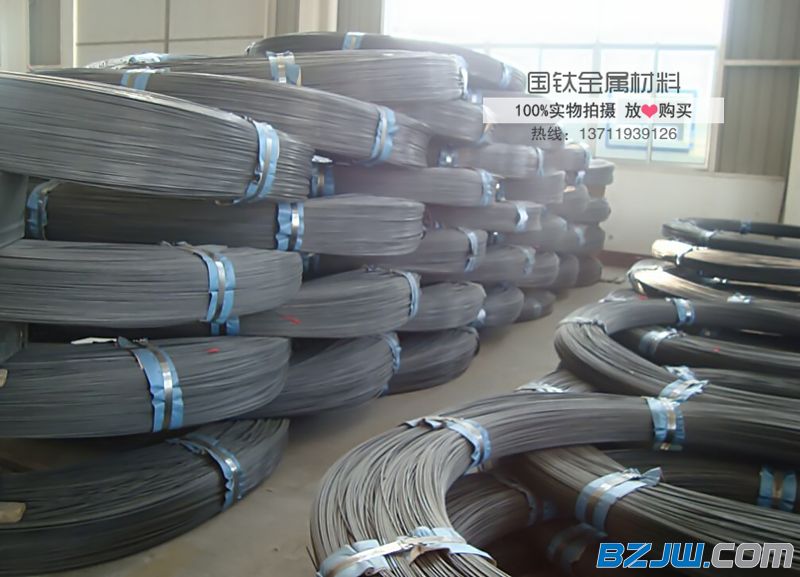
我公司生产的油淬火弹簧钢丝的具有一下几个特点:1、屈强比高,弹簧残余变形小,2、通条性能稳定:同盘差小于75Mpa有利于卷簧和提高弹簧疲劳寿命,3、与传统弹簧生产方式相比,可省去绕簧后的一些工序,4、绕簧成材率高,可降低成本。
我们生产的油淬火弹簧钢丝的已经解决了产品质量从不稳定到基本满足中低端弹簧产品的需求:1、钢丝脆断问题(自然断裂和绕簧断裂),2、脱碳问题(加工过程不良所致),3、裂纹问题(原材料问题,加工过程不良),4、尺寸不均问题(加工过程不良),5、小镰刀弯问题(加工过程不良),6、尺寸精度问题:以上这些问题经过我们翔盛人不懈的努力,现已基本解决。
油淬火—回火弹簧钢丝不能完全替代冷拉弹簧钢丝。特别是小规格弹簧钢丝。油淬火—回火弹簧钢丝是针对汽门弹簧、悬架弹簧的抗疲劳性能,而发展起来的。而且为了达到 佳效果,还应当在绕簧后结合喷丸处理。弹簧生产企业在储存该种钢丝时应注意其时效作用,使用该种钢丝绕簧后应及时进行后序处理。避免储存使用不当造成损失。近几年随着对该种产品认知水平的提高,该种产品逐渐应用到离合器弹簧和汽车索具等产品。
碳素弹簧钢丝的另一类型是马氏体强化钢丝,又称油淬火回火钢丝。碳素钢丝通过淬回火处理,可获得良好的综合力学性能,当钢丝规格较小时(φ≤2.0mm),油淬火回火钢丝的各项强度指标比索氏体化处理后冷拉钢丝要低。当钢丝规格较大时(φ≥6.0mm)索氏体化的钢丝不可能采用很大减面率来获得所要求的强度指标,而油淬火回火钢丝只要完全淬透就可以获得比冷拉钢丝更高的性能。在抗拉强度相同条件下,马氏体强化钢丝比冷变形强化钢丝具有更高的弹性极限。冷拉钢丝金相组织呈纤维状,各向异性明显,油淬火回火钢丝金相组织为均匀的回火马氏体,几乎是各向同性的。同时油淬火回火钢丝的抗松弛性能优于冷拉钢丝,使用温度(150~190℃)也高于冷拉钢丝(≤120℃)。近年来中大规格油淬火、回火钢丝大有取代冷拉钢丝趋势。
————————————————————————————————————————————
60Si2Mn弹簧钢热处理方法有等温回火和分级淬火、亚温淬火及高温回火、形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。
60Si2Mn弹簧钢热处理方法:
60Si2Mn热处理方法有等温回火和分级淬火、亚温淬火及高温回火、形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。
适用范围:
60Si2Mn属于弹簧钢,适宜制作汽车钢板弹簧。热处理工艺60Si2Mn热处理工艺 球化退火:采用850度加热、油冷淬火、短时间等温球化工艺(790度加热25Min,急冷到680度保温1H,炉冷到500度出炉),可获得理想的球化组织。60Si2Mn钢淬火温度正常取850度~870度,油冷。回火温度视模具零件的硬度要求而取,如:400度回火,硬度46HRC; 500度回火,硬度40HRC;600度回火,硬度34HRC。在150~160度之间回火性能得到 佳的配合,注意必须避开300度左右的回火脆性区。要求有较高韧性的工模具、要求尺寸稳定性好的量具,回火温度可以提高到250度左右,硬度为55~60HRC,有较好的韧性。
AC1-755,Ac3=810,Ar1=700,Ar3=770,Ms-300~305
退火;750C- 炉冷-HBS≤222
正火;830~860C-空冷-HBS≤302
淬火;870C-油-HRC>61
不同温度回火后的硬度值HRC:150C-61,200C-60,300C-56,400C-51,500C-43,550C-38,600C-33,650C-29 常用回火温度430~480C,水或空气,HRC45~50
热处理规范及金相组织:
60Si2Mn热处理规范:淬火870℃±20℃,油冷; 回火480℃±50℃(特殊需要时,±30℃)。
金相组织:回火屈氏体。
60Si2Mn弹簧钢交货状态:
热轧钢材以热处理或不热处理状态交货,冷拉钢材以热处理状态交货. 热轧交货规格:2.0~18.0mm,有退火与不退火状态。
冷轧交货规格:0.2~4.3mm(钢带)
60Si2Mn热处理方法
60Si2Mn热处理方法有等温回火和分级淬火、亚温淬火及高温回火、
形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。
60Si2Mn属于弹簧钢,适宜制作汽车钢板弹簧。
60Si2Mn弹簧钢热处理有等温回火和分级淬火、亚温淬火及高温回火、形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。
60Si2Mn热处理工艺
球化退火:采用850度加热、油冷淬火、短时间等温球化工艺(790度加热25Min,急冷到680度保温1H,炉冷到500度出炉),可获得理想的球化组织。60Si2Mn钢淬火温度正常取850度~870度,油冷。回火温度视模具零件的硬度要求而取,如
400度回火,硬度46HRC;
500度回火,硬度40HRC;
600度回火,硬度34HRC。
在150~160度之间回火性能得到 佳的配合,注意必须避开300度左右的回火脆性区。要求有较高韧性的工模具、要求尺寸稳定性好的量具,回火温度可以提高到250度左右,硬度为55~60HRC,有较好的韧性。
AC1-755,Ac3=810,Ar1=700,Ar3=770,Ms-300~305,
退火;750C-炉冷-HBS≤222
正火;830~860C-空冷-HBS≤302
淬火;870C-油-HRC>61
不同温度回火后的硬度值HRC: 150C-61,200C-60,300C-56,400C-51,500C-43,550C-38,600C-33,650C-29
常用回火温度430~480C,水或空气,HRC45~50
以下是汽车钢板弹簧热处理的参数
淬火加热保温时间与厚度有关:mm/min,6.5/2,8/3,8.5-10/4,12/5
回火保温时间与厚度有关:mm/min,<10/25-30,10-15/30-35,15-20/40-45,20-25/45-50。
60Si2Mn密度
60Si2Mn密度为7.85g/cm3。60Si2Mn是应用广泛的硅锰弹簧钢,强度、弹性和淬透性较55Si2Mn稍高。适于铁道车辆、汽车拖拉机工业上制作承受较大负荷的扁形弹簧或线径在30mm以下的螺旋弹簧.
60Si2Mn热处理规范
60Si2Mn
热处理规范:淬火870℃±20℃,油冷;
回火480℃±50℃(特殊需要时,±30℃)。
金相组织:回火屈氏体。
交货状态:热轧钢材以热处理或不热处理状态交货,冷拉钢材以热处理状态交货.
热轧交货规格:2.0~18.0mm,有退火与不退火状态。
冷轧交货规格:0.3~4.3mm(钢带)